在精密机械加工领域,医疗器械零部件加工始终以其独特性占据特殊地位。当被问及 “医疗器械零部件加工是否属于非标制作” 时,答案并非简单的 “是” 或 “否”,而是呈现出 “以非标为核心,少量标准化为补充” 的行业特征。这种属性源于医疗器械的特殊使命 —— 既要满足临床诊疗的个性化需求,又要符合严苛的安全标准,这使得其零部件加工成为精密制造领域技术密集度最高的细分方向之一。
非标属性的技术根源
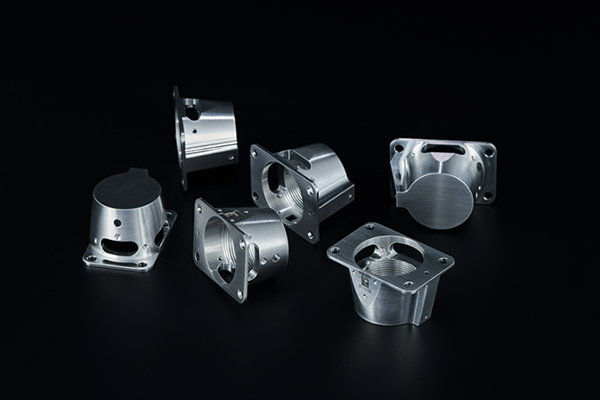
医疗器械零部件的非标属性首先体现在产品结构的多样性上。从手术机器人直径 0.8mm 的微型传动齿轮,到核磁共振设备重达 500kg 的梯度线圈支架,尺寸跨度达六个数量级;从钛合金材质的人工关节假体,到聚醚醚酮(PEEK)制成的椎间融合器,材料特性差异悬殊。这种多样性直接导致标准化生产模式难以适用 —— 某骨科器械企业的产品手册显示,仅脊柱固定系统就包含 1200 余种不同规格的螺钉,每种规格的螺纹牙型、锥度、头部结构都需根据临床需求单独设计。
临床需求的动态变化进一步强化了非标属性。随着微创技术的发展,腹腔镜手术器械的直径从最初的 10mm 缩减至 3mm,其内部传动结构的设计必须重新计算;肿瘤治疗用的伽马刀,因剂量精度要求从 ±5% 提升至 ±2%,导致核心准直器的孔径公差需控制在 0.01mm 以内。这种持续迭代使得医疗器械零部件的生命周期普遍较短,某心血管支架企业的数据显示,其产品平均每 18 个月就需更新一次结构设计,标准化生产的模具成本难以分摊。
regulatory 要求的特殊性是另一重驱动因素。不同国家和地区的医疗器械法规对材料生物相容性、表面粗糙度、清洁度等指标有差异化规定。例如欧盟 MDR 法规要求植入类零件的表面微粒残留量低于 0.1mg/m²,而美国 FDA 则更关注材料的长期降解性能。这种差异迫使制造商为不同市场定制加工工艺 —— 同样是人工髋关节柄,出口欧洲的产品需采用电解抛光(Ra≤0.02μm),而供应北美市场的则需增加等离子体喷涂工序,形成 50-100μm 的多孔涂层。
非标加工的技术挑战与突破路径
材料加工的特殊性构成第一道技术壁垒。医用钛合金(TC4)的强度高达 895MPa,但其伸长率超过 10%,加工时易产生 “粘刀” 现象。解决方案是采用超细晶粒硬质合金刀具(WC-Co 颗粒尺寸 0.5-1μm),配合 - 30℃的低温冷风切削技术,使切削力降低 35%,同时将表面粗糙度控制在 Ra0.1μm 以下。对于可降解镁合金零件,则需在惰性气体保护下进行加工,避免切削过程中产生氧化层影响降解速率。
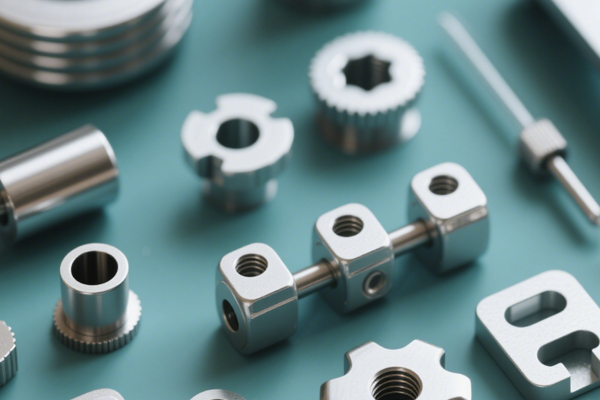
复杂结构的加工精度控制更具挑战性。微创手术器械的蛇形臂由 12-18 节直径 1.5-2mm 的关节组成,每节关节的配合间隙需保持在 0.01-0.02mm,以实现 360° 灵活转动同时防止体液渗漏。采用五轴联动加工中心(定位精度 3μm)配合在线激光测量(采样频率 1kHz),通过实时补偿刀具磨损(每小时补偿 0.002mm),可稳定达到这一要求。某企业开发的 “镜像加工法”,通过在零件对称位置预留测量基准,使复杂曲面的轮廓度误差从 0.03mm 降至 0.01mm。
微尺度特征加工考验极限制造能力。胰岛素泵的流量控制阀芯直径仅 0.5mm,其上的节流孔直径 0.1mm,孔轴线与阀芯轴线的垂直度要求≤0.005mm。采用飞秒激光加工技术(脉冲宽度 50fs),配合压电陶瓷驱动的精密工作台(定位精度 0.1μm),可实现无热影响区的微孔加工,孔径公差控制在 ±0.003mm。而心脏瓣膜的缝合孔(直径 0.3mm)加工则采用电火花穿孔技术,通过铜丝电极(直径 0.05mm)的高速振动(频率 20kHz),避免加工过程中产生毛刺。

非标与标准化的协同策略
模块化设计是平衡非标需求与生产效率的关键。将医疗器械零部件分解为 “标准化模块 + 定制化接口”,例如手术器械的握持柄采用标准化生产(年产量 10 万件),而工作端根据手术类型定制(每种规格年产量 500-1000 件)。某内窥镜企业通过这种模式,将新产品开发周期从 12 个月缩短至 6 个月,零部件通用率提升至 70%。
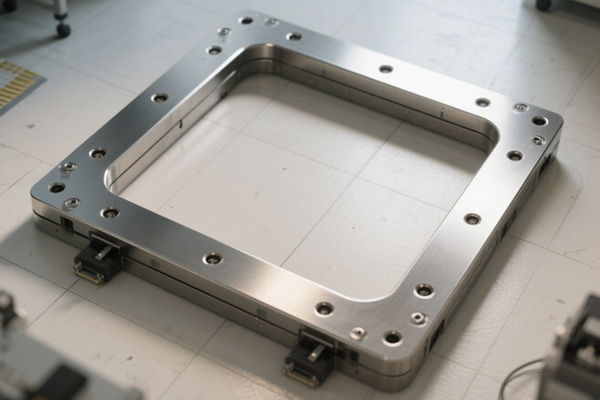
柔性制造系统(FMS)为小批量非标生产提供支撑。由 5-8 台加工中心、机器人上下料系统、自动检测单元组成的 FMS,可实现 100 种以上零件的混线生产,换产时间从传统的 4 小时缩短至 15 分钟。某骨科器械企业的 FMS 每天可加工 800-1000 件不同规格的接骨板,尺寸精度一致性(CPK≥1.67)远超手工线生产水平。
数字化技术加速非标生产的响应速度。基于三维建模的虚拟加工技术,可在实际切削前仿真预测零件的变形量(误差预测精度 ±0.005mm),提前优化加工路径;而数字孪生系统则能实时映射生产过程,当检测到某批次零件尺寸波动超过 0.008mm 时,自动调整切削参数。某企业应用该技术后,非标零件的首件合格率从 65% 提升至 92%。
医疗器械零部件加工的非标属性,本质上是 “临床需求多样性” 与 “制造精度可靠性” 共同作用的结果。随着个性化医疗的发展,这种非标特征将更加显著,但标准化模块、柔性制造与数字化技术的融合,正在重塑其生产模式 —— 既保持对临床需求的快速响应,又确保精密制造的稳定性。这也正是精密机械加工在医疗领域的独特价值:用技术的灵活性,支撑生命健康的确定性。
")
")


